

Products
Clean equipment series

Product Name: Stainless steel pipe fittings _ stainless steel size head
Belongs to the series: sanitary fittings
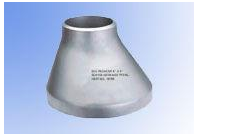
Product Description: stainless steel reducer, also known as the size of the head. One of the chemical fittings for the connection of two different diameters. Also divided into concentric size head and eccentric size head. Eccentric size head (reducer) stainless steel reducer pipe material, including stainless steel reducer (3043041331616l), alloy steel, reducer

【product description】
Stainless steel reducer is also known as the size of the head. One of the chemical fittings for the connection of two different diameters. Also divided into concentric size head and eccentric size head.
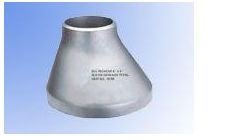
Eccentric size head (reducer)
Stainless steel reducer material, including stainless steel reducer (304304l316316l), alloy steel, different diameter carbon steel head, reducer 20 steel q234q345 and so on.
Reducing tube standards: GB standard British standard and a variety of non-standard high-pressure stamping.
The quality of the reducers shall be in accordance with the provisions of GB / T 12459-2005, which is not more than 1% of the outer diameter of the corresponding end, and the allowable deviation is ± 3mm; Radiator size tolerances should meet the requirements of Table 4.2.2-3. Reducing tube implementation SY / T5037, GB / T9711, GB / T8163, American Standard ASTM A106 / A53 GRB, API 5L, APT5CT, ASTM A105, ASTM A234, ASTM A106, DIN German standards and customer requirements.
The production of seamless reducer
Reducing tube (size head) is a pipe for pipe diameter. The forming process is usually used to reduce the diameter of compression, diameter reduction or shrinkage plus diameter suppression, for some specifications of the reducer can also be used stamping. A. Reducing / expanding the diameter of the reducer forming process is to reduce the diameter of the same diameter tube with the diameter of the tube into the forming mold, through the axial direction along the tube pressing, the metal along the mold cavity Movement and shrink forming. According to the size of the reducer diameter, divided into a press forming or multiple press forming. The following figure shows the simplified shape of the concentric reducer.
The diameter of the concentric reducer is simplified, and the diameter is smaller than that of the large diameter of the reducer, and the inner diameter is expanded with the inner die. The diameter of the main process to solve the variable diameter of the reducer is not easy to shrink through the shape of the situation, sometimes according to the material and product forming needs, the diameter and shrinkage method combined use. In the process of reduction or expansion of deformation, according to different materials and variable circumstances, to determine the use of cold or hot pressure. Under normal circumstances, as far as possible the use of cold, but repeated changes caused by a serious hardening of the situation, thick wall thickness of the case or alloy steel materials should be used hot pressing. B. Stamping, in addition to the use of steel pipe as raw material for the production of different diameters, the part of the specifications of the reducer can also be used steel plate stamping process for production. The die shape used for the drawing was designed with reference to the inner surface size of the reducer, and the steel sheet after the cutting was stamped and stretched. Stress distribution or deformation characteristics: (1) under the pressure of the concentric reducer at the size of the end of the area of the pressure difference caused by the bending moment caused by the large end of the relative opening, the small end of the phenomenon of relative contraction (2) under pressure under the eccentric reducer The circumferential stress of the outer surface of the eccentric large side and the outer surface of the eccentric side. Also known as the size of the head. One of the chemical fittings for the connection of two different diameters. Also divided into concentric size head and eccentric size head.
Eccentric size head (reducer)
See pipe fittings
Reducing tube material, including stainless steel reducer (304304l316316l), alloy steel, different diameter carbon steel head, reducer 20 steel q234q345 and so on. Reducing tube standards: GB standard British standard and a variety of non-standard high-pressure stamping. The quality of the reducers shall be in accordance with the provisions of GB / T 12459-2005, which is not more than 1% of the outer diameter of the corresponding end, and the allowable deviation is ± 3mm; Radiator size tolerances should meet the requirements of Table 4.2.2-3. Reducing tube implementation SY / T5037, GB / T9711, GB / T8163, American Standard ASTM A106 / A53 GRB, API 5L, APT5CT, ASTM A105, ASTM A234, ASTM A106, DIN German standards and customer requirements.
The production of seamless reducer
Reducing tube (size head) is a pipe for pipe diameter. The forming process is usually used to reduce the diameter of compression, diameter reduction or shrinkage plus diameter suppression, for some specifications of the reducer can also be used stamping.
Shrinkage / diameter forming
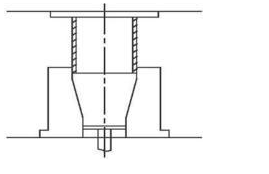
The reduced diameter forming process of the reducer is to place the tube billet having the same diameter as the large diameter of the reducer tube into the forming die, and the metal is moved along the mold cavity by the pressing in the axial direction of the tube to shrink and shrink. According to the size of the reducer diameter, divided into a press forming or multiple press forming. The following figure shows the simplified shape of the concentric reducer.
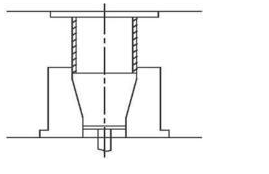
Concentric reducer
Schematic diagram of shrinkage forming of concentric reducer
The diameter of the tube is smaller than the diameter of the reducer tube diameter, with the inner die along the diameter of the tube diameter forming. The diameter of the main process to solve the variable diameter of the reducer is not easy to shrink through the shape of the situation, sometimes according to the material and product forming needs, the diameter and shrinkage method combined use.
In the process of reduction or expansion of deformation, according to different materials and variable circumstances, to determine the use of cold or hot pressure. Under normal circumstances, as far as possible the use of cold, but repeated changes caused by a serious hardening of the situation, thick wall thickness of the case or alloy steel materials should be used hot pressing.
B. Stamping
In addition to the use of steel pipe as raw material for the production of different-diameter tube, some of the specifications of the reducer can also be used steel plate stamping process for production. The die shape used for the drawing was designed with reference to the inner surface size of the reducer, and the steel sheet after the cutting was stamped and stretched.
Stress distribution or deformation characteristics:
(1) under the pressure of the concentric reducer diameter of the size of the area of the pressure generated by the bending moment caused by the big end of the relative opening, the small end of the phenomenon of relative contraction;
(2) The circumferential stress of the eccentric large side inner surface and the eccentric middle outer surface of the eccentric reducer under the internal pressure is the largest.

 Customer service QQ
Customer service QQ